服务热线:13061079688

更新时间:2025-04-23 20:59:01 浏览次数:7 公司名称: 聚宜兴金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 1 |
| 发货期限 | 5-7天 |
| 供货总量 | 10000 |
| 运费说明 | 来电洽谈 |
| 小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | Q235 |
| 产品品牌 | 聚宜兴 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国各地 |
| 产品重量 | 过磅 |
| 产品颜色 | 灰色 蓝色 绿色 黑色 白色 |
| 适用领域 | 桥梁 景观 河道 市政 校园 乡村道路 郊区 |
| 是否进口 | 否否 |







台湾热镀锌桥梁护栏涂装方案:不锈钢专用底漆+氟碳漆,水性不锈钢专用底漆+水性氟碳漆在底漆实干后涂装氟碳漆,氟碳涂层能够提供优异的防护作用,特别适用于腐蚀环境恶劣的领域,护栏涂刷氟碳漆能够耐盐水、台湾当地工业大气、台湾当地汽车尾气、台湾当地紫外线等,长久使用保色保光,不仅对护栏有保护作用,而且外观装饰性更加优异。选择正确的涂料产品才能对护栏进行长久的的保护,靓丽的外观和的保护使得护栏称为一道美丽的风景线。椭圆管国标是指符合标准的椭圆形截面管材。椭圆管国标的制定是为了保证椭圆管的质量和性能,以满足不同领域的需求。椭圆管国标的制定需要考虑多方面因素,如材料的选择、台湾当地尺寸的规定、台湾当地表面处理等。首先,材料的选择是椭圆管国标制定的重要因素之一。椭圆管的材料应该具有良好的耐腐蚀性、台湾当地强度和韧性,以确保其在使用过程中不会出现断裂、台湾当地变形等问题。其次,尺寸的规定也是椭圆管国标制定的重要因素之一。椭圆管的尺寸应该符合标准,以确保其在使用过程中能够与其他管材配合使用。,表面处理也是椭圆管国标制定的重要因素之一。椭圆管的表面应该经过防腐处理,以确保其在使用过程中不会受到腐蚀的影响。
台湾热镀锌桥梁护栏钢筋焊接:焊缝的焊波应均匀,不得有裂纹、未熔合、夹渣、咬边、烧穿、弧坑和针状气孔等缺陷。焊缝的长度不得小于钢筋直径的10d(单面焊)。8、模板工程质量保证措施:模板表面干净,脱模剂涂刷均匀。模板及其支架具有足够的刚度、强度、稳定性。模板的拼缝严密不漏浆。9、混凝土工程质量保证措施:浇筑混凝土前,应对模板、之架检查,木楔如有松动必须全部打紧。浇筑混凝土过程中,应避免振捣棒触及模板、预埋管、预埋件,防止其变形、移位。混凝土表面平整,施工缝平顺;混凝土外型轮廓清晰,线条直顺,不得有翘曲现象。10、隐蔽工程要有验收单,各道工序要有追溯,保证满足质量管理的要求。11、做好成品保护工作,保证与设施管理单位顺利交接。
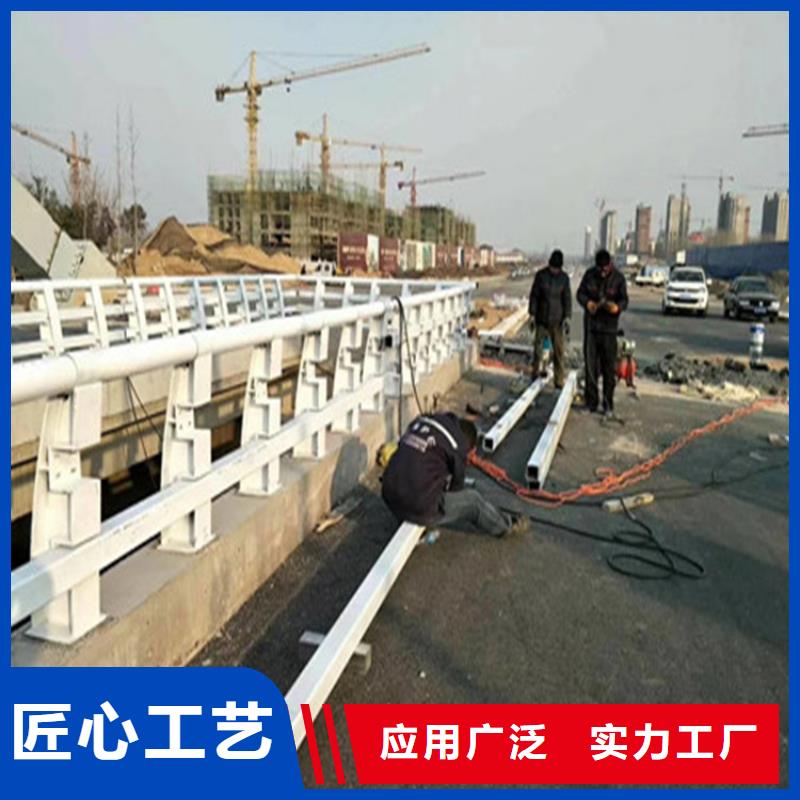
台湾热镀锌桥梁护栏可以根据环境和按照方式的不同,选用预埋或者加底座上膨胀螺栓等方式。台湾桥梁护栏的立柱和横梁是桥梁护栏的受力构件,需要具有良好的吸收车辆碰撞能量的特性,同时也要便于加工和安装,表5-1和表5-2是国内外***常用的桥梁护栏横梁形式和立柱断面形式。其中横梁标准长度为~0crll,立柱标准间距为.~]0cnl或~OcHI。金属制护栏在构造上应满足以下几点:①护轮带高度D小于10cra,且未超出护栏面(H=0)时,防撞等级为PL3、PL2、PLl的当护轮带伸出护栏正面(25cm~25cm时,防撞等级为PL3、PL2的护栏台湾不锈钢复合管护栏具有四大特点_护栏厂家直销镀锌不锈钢复合管护栏...1. 性:采用高强度钢材经过热处理成型并经过独特设计一体成型;用的承擦式或专有的连接配件进行安装简单便捷固定牢靠.2. 实用性:优质的不锈钢表面经过特点的工艺处理使产品具有良好的抗腐蚀性清洁方便、无需保养.3. 美观性:流线型的外观多种颜色装饰性强能协调周围的景观融入现代都市.4. 寿命长:选用国产一级原生料制作在-50~70摄氏度环境下不变形、不褪色、不老化、不开裂、不脱皮.
台湾热镀锌桥梁护栏
三、质量标准
1、所有构件下料应保证准确构件长度允许偏差为1mm.
2、构件下料前必须检查是否平直,否则必须矫直。
3、焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。
4、焊接时构件必须放置的位置准确.
5、焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状气孔等缺陷焊接区不得有飞溅物。
6、焊接完成后应将焊渣敲净。
7、构件焊接组装完成后应适当用手持机具磨平和抛光,使外观平顺光洁。
四、应注意的质量问题:
1、尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接焊接时精心操作。
2、焊缝裂纹:为防止裂纹产生应选择适合的焊接工艺参数和焊接程序,避免用大电流不要突然熄火,焊缝接头应搭接10~15mm焊接中不允许搬动、敲击焊件。
3、表面气孔:焊接部位必须刷洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。



